

Наша компания готова адаптировать данный комплекс под ваше производство, произвести шефмонтаж и пуско-наладку, обеспечить гарантийное и пост гарантийное обслуживание, поставку расходных материалов и комплектующих. Мы проведем обучение специалистов вашего предприятия программированию и эксплуатации поставляемого оборудования.
Мы готовы рассмотреть другие задачи, стоящие перед Вашим предприятием, в плане роботизации технологических процессов. В случае Вашей заинтересованности прошу назначить ответственное лицо для продолжения работ.
1. Общее описание и принцип работы робототехнического комплекса
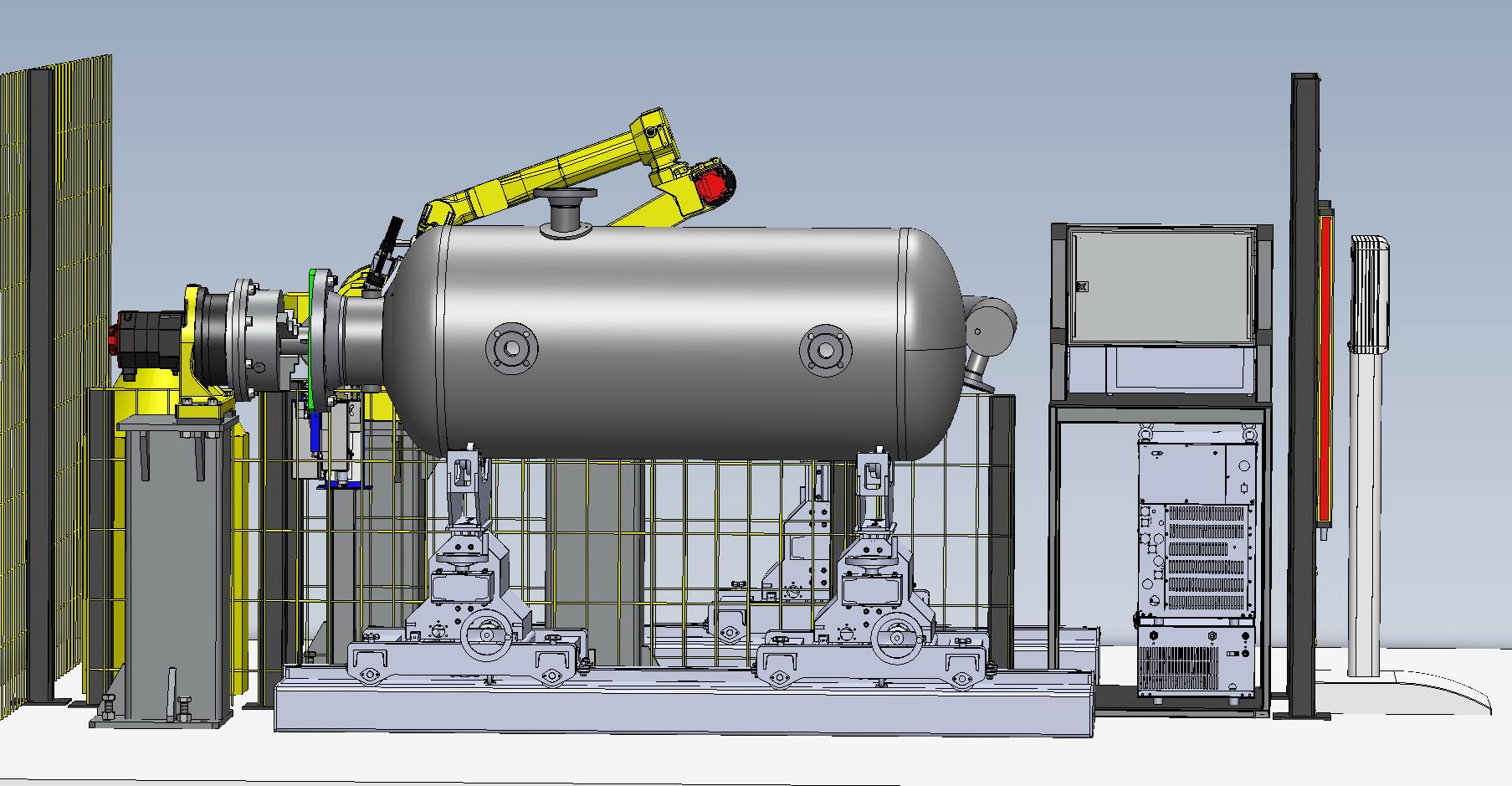
Робототехнический комплекс (РТК) предлагается построить на базе специализированного сварочного робота FANUC ArcMate 100iC 6L и двух рабочих зон оснащенных позиционерами (Рис. 1).
Зона №1 оснащена одноосевым позиционером FANUC грузоподъёмностью 1500 кг, с перемещаемой ответной частью и регулируемыми по высоте и положению роликовыми опорами поддержки изделия (Рис. 2). В данной зоне выполняются следующие технологические операции:
- Сборка большей обечайки с торцевыми элементами и их провар
- Вырезание фигурных отверстий воздушно-плазменной горелкой (опционально)
- Вварка отводов и навесных элементов
- Окончательная сборка большой и малой обечайки с отводом и проварка сепарационной емкости
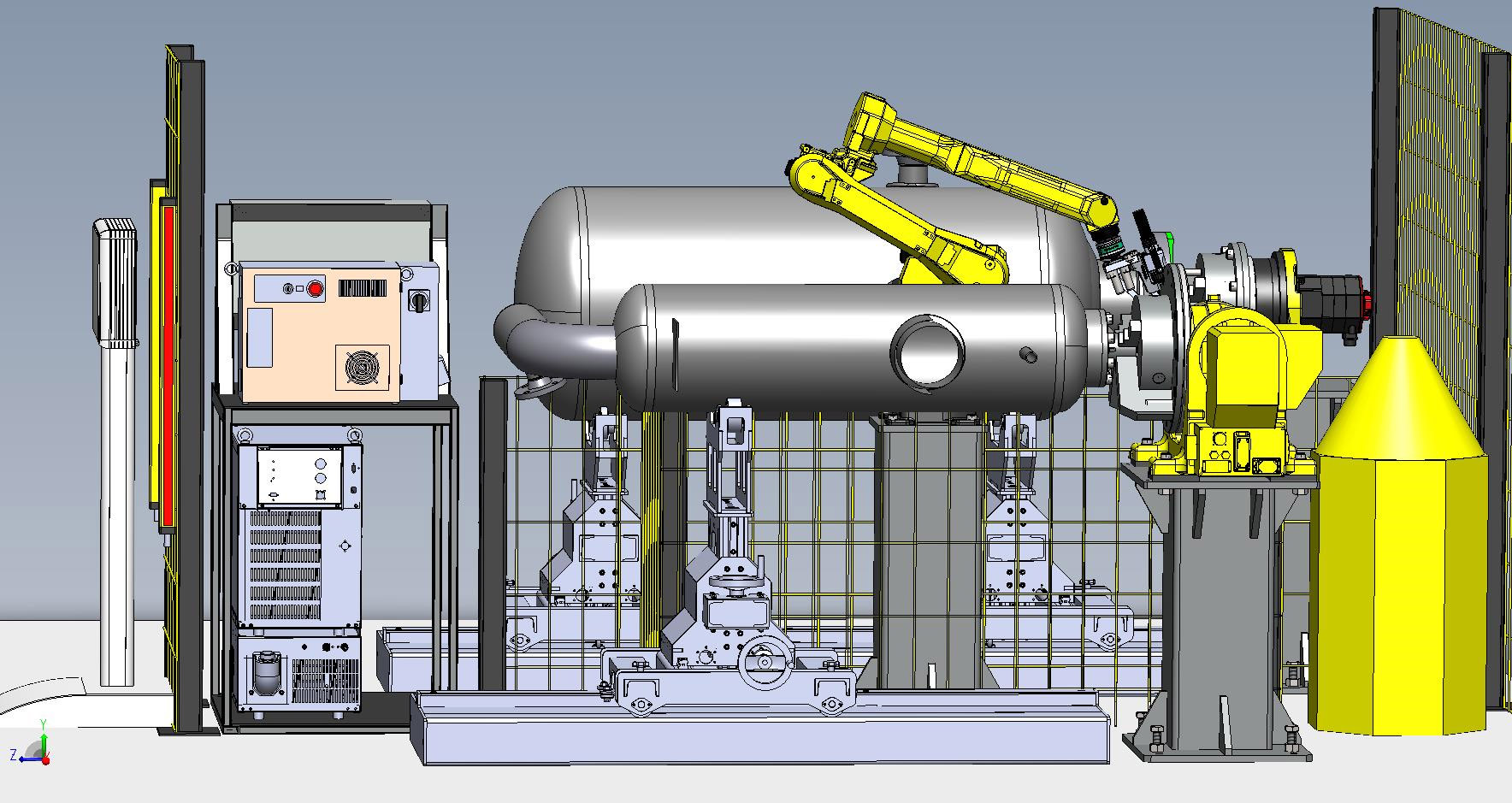
Зона №2 оснащена двухосевым позиционером FANUC грузоподъёмностью 500 кг, с регулируемыми по высоте и положению роликовыми опорами поддержки (Рис. 3). В данной зоне выполняются следующие технологические операции:
- сборка и провар отвода малой емкости
- вырезание фигурных отверстий воздушно-плазменной горелкой (опционально)
- сборка и провар отвода
Исходя из технологических особенностей изделий Заказчика в качестве сварочного источника рекомендуется цифровой источник фирмы «EMW» модель Alpha Q 552 с водяным охлаждением.
Высота установки робота и расположение позиционеров определены с учетом возможности сварки изделия, указанного в запросе, рассчитаны для удобной загрузки/разгрузки, оптимизированы по габаритам. Для удобства эксплуатации и дополнительной защиты робота от неквалифицированной эксплуатации предусмотрен дополнительный пульт управления RTK (Пульт оператора комплекса).
Комплекс оснащен механическими системами безопасности (ограждениями) и защитными фото-релейными барьерами. Во время монтажа изделия на позиционер и присутствии оператора в рабочей зоне, система безопасности блокирует все возможные движения робота до завершения монтажа и выхода операторов из рабочей зоны.
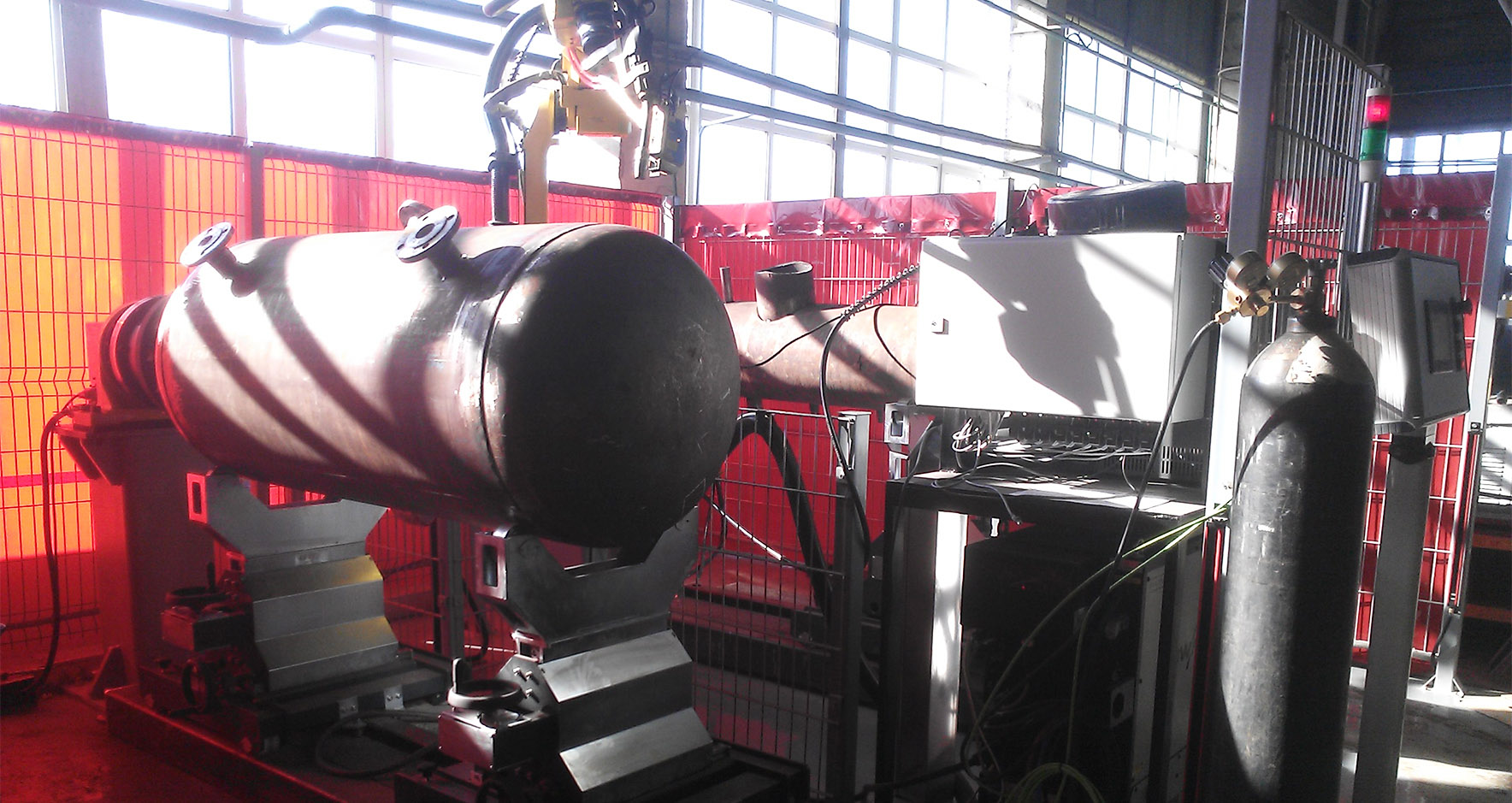
Комплекс реализован в 2015 году. Была отработана технология сварки всех швов. В промышленной эксплуатации не находился. Фотография реализованного комплекса представлена на Рис. 4.

Основные технические характеристики комплекса
| ● | Контролируемые оси контроллера |
9 |
| ● | Грузоподьемность робота, кг | 6 |
| ● | Повторяемость, мм | 0,08 |
| ● | Вес робота | 135 |
| ● | Радиус действия робота | 1632 |
| ● | Напряжение сети, В | 3*380 , 50/60 |
| ● | Сварочный ток, A | 5-550 А |
| ● | Напряжение холостого хода, В | 70 |
| ● | Класс защиты сварочного источника | IP23 |
| ● | Габариты источника питания, кг | 780 x 375 x 625 мм |
| ● | Масса источника питания, кг | 78,5 |
| ● | Контур охлаждения сварочной горелки | замкнутый, водяной |
| ● | Габариты РТК по основанию, мм | 3000×3000 |
| ● | Максимальные габариты оснастки и изделия в рабочей зоне 1 | |
| • длина не более, мм | 2500 | |
| • диаметр вращения по линейной оси позиционера не более, мм | 1000 | |
| ● | Максимальные габариты оснастки и изделия в рабочей зоне 2 | |
| • длина не более, мм | 2000 | |
| • диаметр вращения по линейной оси позиционера не более, мм | 650 | |
| ● | Максимальная масса деталей с оснасткой зона 1, кг | 1500 |
| ● | Режим работы роботизированного комплекса | 24×7 |
| ● | Обслуживание роботизированного комплекса осуществляется одним оператором в смену. Основные задачи оператора:
|
|
| ● | Общие габаритные размеры РТК не более, мм | 3200х3200×2200 |
Методы сварки
Cварка плавящимся электродом в среде защитных газов и газовых смесей диаметром 1-1,2 мм (MIG/MAG).
Свариваемые материалы
углеродистые и низколегированные стали толщиной 1- 16 мм и более.
Требования к заготовкам
В рамках реализации договора поставки спроектирована и изготовлена вся необходимая оснастка, разработана технология для изготовления изделия Xa2.966.017АМ СБ.
Возможна доработка комплекса под другие типы емкостей и фасонных изделий.
2. Комплектация оборудования FANUC
2.1. Промышленный робот FANUC ArcMate 100iC 6L
- Специальное мощное программное обеспечение arc tool
- Высокая скорость перемещения от одного места сварки к другому
- Возможность крепления устройства подачи сварочной проволоки на оси j3
- Интегрированный кабельный пакет и полое запястье
- Размещение на полу, портале, под углом и на стене
| Контролируемые оси | 6 |  |
| Контроллеры | R-30iA, R-30iA Mate | |
| Грузоподъемность [kg] | 6 | |
| Повторяемость [mm] | 0.08 | |
| Вес механической части [kg] | 135 | |
| Радиус действия [mm] | 1632 |

2.2. Новый контроллер робота R-30iВ
Системный контроллер R-30iB имеет эргономичный внешний вид и несет в себе передовые технологии. Способность к выполнению сложных задач и простая архитектура предоставляет возможность для улучшения производительности, упрощая системную интеграцию. Контролер R-30iB является частью уникальной концепции FANUC Robotics PLUG IN OPTIONS, что дает гибкие возможности для определения прикладной конфигурации, сохраняя общность для всех пользователей системы. Контроллер Fanuc R-30iB предлагает повышенный контроль вибрации, который уменьшает время ускорения и торможения робота. Контроллер Fanuc R-30iB предлагает улучшенный контроль колебаний, который уменьшает время ускорения и торможения робота, что приводит к уменьшению времени рабочего цикла. Контроллер R-30iB позволяет производить контроль сервомоторов – по перегрузке, по перегреву и обнаружению столкновений, что обеспечивает высокую степень безопасности РТК и увеличение срока эксплуатации.

2.3. Пульт ручного управления iPENDANT TOUCH
Имеет простое управление, высокие скорости обмена потоками данных и превосходные графические показатели с уникальной функцией 4D графики. Пульт управления стал на 10% легче, при этом потребление энергии снижено на 10%. Интерфейс нового пульта iPendant Touch полностью настраиваемый. Пульт также имеет набор специальных программируемых функциональных кнопок.
2.4. Одноосевой сервопозиционер POS-1AXES-1500

Позиционер устанавливается для скоординированного движения заготовок и робота, вращающихся вокруг одной оси. Правильно выполненное программирование позволяет осуществлять быстрое перемещение для снижения времени цикла. На фланце позиционера может быть установлена пневматическая система быстрой замены оснастки на базе системы «zero point», либо жестко закрепленная оснастка. Данный позиционер оснащается дополнительной оснасткой в виде ответной поджимной части. В комплект роликовые опоры с возможностью регулировки под диаметр обечайки.
2.5. Двухосевой сервопозиционер POS-2AXES-500

Позиционер устанавливается для скоординированного движения заготовок и робота, в ращающихся вокруг одной оси. Правильно выполненное программирование позволяет осуществлять быстрое перемещение для снижения времени цикла.
На фланце позиционера может быть установлена пневматическая система быстрой замены оснастки на базе системы «zero point», либо универсальный трех кулачковый самоцентрирующийся патрон (опциональная поставка). Дополнительно позиционер будет оснащен регулируемыми роликами поддержки изделия в горизонтальном состоянии.
Система геометрической адаптации робота
Для однозначной привязки робота к обрабатываемой детали существует система геометрической адаптации роботов FANUC. Эта система позволяет обходить ограничения использования робота в автоматическом режиме связанные со следующими условиями:
- Недостаточное качество заготовок
- Ошибки при предварительной сборке изделия
- Неточное закрепление в оснастке позиционера
Основными функциями данной системы являются функция наведения электрода на сварной стык и функция отслеживания сварного шва и корректировки траектории сварочной головки в процессе сварки.
Функция Torch Recovery
Опция программного обеспечения, обеспечивающая удобное в работе решение для автоматической настройки Центра Инструмента (TCP). Автоматически компенсирует изгиб гусака и износ наконечника. Так как в комплектацию предлагаемого РТК включен прибор RotoLAB, данная функция Заказчику не поставляется, ввиду того, что имеет меньшую точность и занимает более длительное время на калибровку.
Эта функция программного обеспечения позволяет роботу обнаружить детали, которые расположены некорректно. Это необходимо для точной сварки деталей, которые могут деформироваться во время сварки. Робот проволокой «ощупывает» стык, контроллер вычисляет смещение, и сварочная программа получает значение смещения горелки к новой позиции. При правильно спроектированной оснастке для указанных применение данной функции технологически не актуальна.
Программное обеспечение отслеживания шва FANUC TAST

Метод контроля сварочного шва, используемый для контроля положения поверхности детали, что очень важно для роботизированной дуговой сварки. Этот метод использует в качестве контролируемого параметра сварочный ток в случае изменения длины дуги. Робот будет автоматически компенсировать изменение положения сварочной горелки, при отклонении от оси сварочного шва в процессе сварки. Данная функция не работает при катетах меньше 5 мм.
Измерительный прибор RotoLAB для автоматической коррекции рабочей точки инструмента (ТСР)
Применяется для быстрой автоматической проверки ориентации и коррекции «привязки» ТСР (включая проверку положения токосъемного наконечника в отношении газового сопла) в процессе эксплуатации. Рабочая точка инструмента может менять «привязку» по различным причинам: нештатное механическое воздействие на гусак горелки, удар о препятствие, загиб проволоки, износ токосъемника и подающих роликов, термические поводки при длительной эксплуатации. Это может привести к ошибке ориентации робота относительно сварного шва изделия и браку. Процесс автоматической периодичной проверки ТСР с помощью данного устройства позволяет существенно увеличить надежность работы РТК и исключить процент брака готовых изделий.

Основные характеристики RotoLAB:
- Прост в использовании
- Проверка ориентации инструмента 4 сек.
- Время калибровки <30 сек. (в случае отклонения ТСР)
- Автоматическая коррекция данных
- Точность калибровки инструмента <0,2 мм
Системы лазерного поиска и отслеживания сварного шва

Система лазерного отслеживания состоит из лазерного сканера, установленного непосредственно перед сварочной горелкой. С помощью видимой лазерной линии сканер снимает сварочный стык и определяет позицию и качество стыка в данный момент времени. Полученные данные обрабатываются процессором и передаются на управление сварочному роботу. Контроллер робота просчитывает возможные отклонения и корректирует, при необходимости, позицию сварочной горелки, а также изменяет параметры сварки. Данная система обеспечивает получение гарантированных сварных швов.
3. Комплект сварочного оборудования EWM
Сварочный источник модель Alpha Q 552 с водяным охлаждением. Сварочное оборудование известного производителя для решения широкого круга задач. Выбор данного источника обусловлен типами сварных соединений на изделиях Заказчика для обеспечения баланса цена/качество. Обеспечивает оптимальное сопряжение с роботом. В комплектацию входит станция очистки сварочной горелки. Запас мощности позволяет применять шланг пакеты большой длины: 70 мм ² до 30 м, 95 мм² до 40 м.
Комплектация:
- Сварочный источник питания Alpha Q 552
- Проволокаподающее устройство EWM cool82 U44
- Интерфейс для связи с промышленным роботом
- Сварочная горелка Dinse
- Станция обслуживания сварочной горелки Dinse
Компания EWM является лидером по инновациям и технологиям на рынке сварочного оборудования. К числу выдающихся достижений принадлежат следующие процессы сварки, реализованные в данном источнике:
- Импульсная дуга
Контролируемая импульсная дуга без коротких замыканий для всех положений
- ForceArc
Стабильно направленная, мощная дуга с минимальным внесением тепла и глубоким проваром для верхнего диапазона мощности
- RootArc
Хорошо моделируемая короткая дуга для максимального упрощения перемычки зазора и сварки в стесненных условиях.
4. Комплектация и стоимость
| Наименование | Стоимость, без НДС, в руб. |
| Робототехнический комплекс для сварки, в составе:
Основная роботизированная ячейка
Комплект сварочного оборудования
Услуги
|
10 000 000
|
Возможные опциональные поставки:
|
По требованию |
5. Действия и материалы со стороны заказчика
Все приведенные ниже условия необходимы для полной установки оборудования и пуска РТК в эксплуатацию:
- Предоставление необходимых принадлежностей и инструмента для монтажа в соответствии с заданием процесса монтажа (кабель, кронштейны, крепления, краны, вилочный погрузчик, рабочие площадки, автокран, устройства безопасности и т.д. и т.п.)
- Разгрузка установки на месте, внутрипроизводственный транспорт и возможное временное складирование; места для хранения поставленных частей установки, закрываемые комнаты для хранения инструмента и высококачественного оборудования.
- Предоставление необходимых раздевалок и санитарно-гигиенического оснащения для персонала по монтажу установки.
- Предоставление планов цеха и фундаментов на носителе информации в формате DWG- или DXF.
- Подвод электричества, а по необходимости: газ, сжатый воздух, включая инсталляционный материал, а также устройства по техобслуживанию, например, подготовка сжатого воздуха (сжатый воздух мин. 6 бар с макс. содержанием водяных паров до 1,3 г/Нм³ и 0,1 ppm содержание масла)
- Предоставление необходимых энергоносителей на время монтажа.
- Выполнение норм по технике безопасности в процессе выполнения работ.
- Изоляция теплопроводящих проводников и каналов в случае пожелания.
- Заземление, точка заземления для установки.
- Предоставить на время монтажа 2 рабочих (слесарь – электрик), минимум 16 часов в неделю.
6. Конфиденциальность информации
Данное предложение подлежит правилам об охране авторских прав. Каждое размножение или дальнейшая передача, а также выдержки из представленного документа третьей стороне требует письменного согласия фирмы ООО «Центр автоматизации и роботизации».
7. Реализация проекта
- Доставка комплекса на предприятие Заказчика.
- Монтаж и контроль функциональности комплекса.
- Обучение/инструктаж 2 специалистов Заказчика по работе с РТК на предприятии ООО «ЦАР»/Заказчика.
- Обучение базовому/углубленному курсу программирования роботов в компании ФАНУК Россия (Москва) (опционально, по требованию Заказчика).
- Отработка технологии на изделиях Заказчика.
- Окончательная приемка с контролем функциональности системы в комплексе на предприятии Заказчика в течение одного рабочего дня.
8. Программирование конструктивных элементов заказчика
Для детальной проработки технологии и программирования типовых изделий, необходимо предоставить тестовые образцы под сварку в количестве 3 – 5 шт. После проведения испытания, образцы могут быть возвращены заказчику. Одно изделие программируется бесплатно в рамках проведения приемо-сдаточных испытаний. При необходимости программирования других изделий, возможно привлечение специалистов ООО «Центр автоматизации и роботизации» по отдельному договору. Программирование РТК производится после монтажа системы на предприятии Заказчика.
9. Условия оплаты
Обсуждаются с заказчиком
10. Гарантии
На робототехнический комплекс распространяется гарантия 12 месяцев со дня окончательной, при условии, что будут выдерживаться предписанные интервалы технического обслуживания и правила эксплуатации. На промышленные роботы FАNUC, позиционеры и сварочное оборудование действует также гарантия производителя.
11. Срок и условия поставки
Срок поставки оборудования составляет 1 месяц с момента подписания контракта и авансового платежа. Срок отработки технологии, разработки оснастки и программирования не превышает 3 мес. с момента поставки и монтажа оборудования. Окончательно сроки и условия поставки оговариваются с Заказчиком при подписании договора.
12. Условия приемки
Окончательная приемка робототехнического комплекса документируется через совместно составленный и подписанный акт приемки оборудования в эксплуатацию. Приемка осуществляется после монтажа и проведения пуско-наладочных работ, а также после выполнения оговоренных параметров производительности, закрепленных в акте предварительной приемки. Время исчисления гарантийного срока начинается с момента подписания протокола окончательной приемки.
При задержке окончательной приемки по причинам, не зависящим от фирмы ООО «Центр автоматизации и роботизации», время гарантии начинается не позднее 4 недель после даты поставки оборудования.
13. Срок действия предложения
Срок действия предложения уточняйте по телефону.